
Сборочный чертеж
Правила выполнения сборочного чертежа

Сборочные чертежи выполняют тогда, когда изделие состоит из нескольких деталей. Этот чертеж состоит из изображений составляющих изделие деталей и информации, необходимой для их изготовления и сборки.
Сборочным чертежом называется документ, содержащий изображение сборочной единицы, дающий представление о расположении и взаимной связи составных частей, соединенных между собой, и обеспечивающий возможность осуществления сборки и контроля сборочной единицы.
Сборочный чертеж должен содержать:
6) спецификация.
Указание номеров позиций
Составные части и специфицируемые материалы сборочной единицы, изображенной на сборочном чертеже, должны иметь номера, которые наносят в соответствии с ГОСТ 2.109-73:
1. Все составные части изделия на сборочном чертеже нумеруют в соответствии с номерами позиций, указанных в спецификации данной сборочной единицы.
2. Номера позиций указывают на полках линий-выносок, проводимых от изображений составных частей. Конец линии-выноски, пересекающий контур детали, заканчивается утолщением в форме точки.
Линия-выноска и полка проводятся сплошной тонкой линией. Номера позиций следует указывать на тех изображениях, на которых соответствующие составные части проецируется как видимые, как правило, на
основных видах или заменяющих их разрезах.
3. Номера позиций располагают параллельно основной надписи чертежа вне контура изображения и группируют в колонку или строку по возможности на одной линии.
4. Номера позиций, как правило, указывают на чертеже один раз. Допускается повторно указывать номера позиций одинаковых частей изделия, при этом все повторяющиеся номера позиций выделяются
двойной полкой.
5. Размер шрифта номеров позиций должен быть на один-два размера больше размера шрифта, принятого на чертеже для размерных чисел.
6. Линии-выноски не должны пересекаться между собой и по возможности не должны быть параллельными линиям штриховки и размерным линиям
7. Допускается проводить общую линию-выноску с вертикальным расположением номеров позиций:
• для группы крепежных деталей, относящиеся к одному и тому же месту крепления;
• для группы деталей с отчетливо выраженной взаимосвязью, исключающей различное понимание, и когда на чертеже невозможно подвести линию-выноску к каждой составной части. В этих случаях
линию-выноску отводят от детали, номер позиции которой указывают первым.
Условности и упрощения, допускаемые на сборочных чертежах

В целях экономии времени на сборочных чертежах по ГОСТ 2.109—73 допускается применять упрощения и условности
1. Перемещающиеся части сборочной единицы изображают в крайних или промежуточных положениях. На сборочном чертеже условно изображают:
а) витки пружины изображают прямыми линиями, соединяющими соответствующие участки контура фигур сечения пружины;
б) пробки пробковых кранов - в положении "открыто";
в) домкраты в положении начала подъема груза;
г) тиски со сдвинутыми губками;
д) пружины в разрезе изображают двумя витками с каждого конца.
2. Сварные, паяные, клееные и другие изделия из однородного материала в сборке с другими изделиями в разрезах и сечениях штрихуют как монолитный предмет (в одну сторону) с изображением границ между частями такого изделия сплошными основными линиями.
3. На изображениях сборочной единицы допускается не показывать:
а) мелкие конструктивные элементы на поверхностях деталей: фаски, кольцевые проточки для выхода режущего инструмента, накатки и т.п.;
б) зазоры между стержнем и отверстием;
в) изображение резьбы на торцевом виде.
4. В разрезах, согласно правилам ГОСТ 2.305 - 68:
а) болты, винты, шпильки, шпонки, заклепки, непустотелые валы, шпиндели, шатуны, рукоятки и т.п. при продольном разрезе показываются нерассеченными;
б) спицы маховиков, шкивов, зубчатых колес, тонкие стенки типа ребер жесткости и т.п. показываются незаштрихованными, если секущая плоскость направлена вдоль оси или длинной стороны такого элемента.
5. Болты, винты и шпильки изображаются на сборочных чертежах упрощенно.
Спецификация

Каждый сборочный чертеж сопровождается спецификацией.
Спецификация — основной конструкторский документ, выполненный в виде таблицы, в которой приводятся наименования, номера позиций всех составных частей сборочной единицы и указывается их число.
В спецификации документацию и составные части сборочной единицы перечисляют в определенной последовательности: документация, комплексы, сборочные единицы, детали, стандартные изделия, прочие изделия, материалы, комплекты.
Спецификацию выполняют на отдельных листах (одном или нескольких) формата А4 или размешают непосредственно на сборочном чертеже, выполненном на формате A4, если имеется достаточно места для ее размещения. Спецификацию выполняют прежде, чем на сборочном чертеже наносятся номера позиций деталей, входящих в сборочную единицу. Она необходима для изготовления изделия.
После каждого раздела спецификации в соответствии с ГОСТом оставляют свободные строки и резервируют номера позиций для возможного внесения дополнительных изделий.
Заполнение граф спецификации производится сверху вниз следующим образом:
1. В графе «Формат» указывают форматы документов, обозначения которых записаны в графе «Обозначение».
• для документов, записанных в разделы «Стандартные изделия», «Прочие изделия» и «Материалы», графу не заполняют.
• для деталей, на которые не выпущены чертежи, в графе указывают БЧ (без чертежа).
2. В графе «Зона» указывают обозначение зоны, в которой находится записываемая составная часть (при разбивке поля чертежа на зоны в соответствии с ГОСТ
2.104-2006).
3. В графе «Поз.» (Позиция) указывают порядковые номера составных частей, входящих в специфицируемое изделие в последовательности их записи в спецификации. Для разделов
«Документация» и «Комплекты» графу не заполняют.
4. В графе «Обозначение» записывается обозначение документа на изделие в соответствии с ГОСТ 2.201-80.
5. В графе «Наименование» указывают:
• в разделе «Документация» только наименование документа, например, «Сборочный чертеж»;
• в разделах «Комплексы», «Сборочные единицы», «Детали», «Комплекты» – наименование изделий в соответствии с основной надписью на конструкторских документах этих изделий, например «Колесо
зубчатое», «Втулка». Для деталей, на которые не выпущены чертежи, указывают наименование и материал, а также размеры, необходимые для их изготовления;
• в разделе «Стандартные изделия» – наименование и обозначение изделий в соответствии со стандартами на эти изделия;
• в разделе «Прочие изделия» – наименование и условные обозначения изделий в соответствии с документами на их поставку с указанием обозначений этих документов;
• в разделе «Материалы» – обозначения материалов, установленных в стандартах на эти материалы.
6. В графе «Кол.» (Количество) указывают количество составных частей в одном специфицируемом изделии, а в разделе «Материалы» – общее количество материалов на одно
изделие с указанием единицы измерения.
7. В графе «Примечание» указывают дополнительные сведения для планирования и организации производства, а также другие сведения, относящиеся к записанным в спецификацию
изделиям, материалам и документам.
Последовательность и основные приемы чтения чертежей
Прочитать сборочный чертеж — это значит представить форму и конструкцию изделия, понять его назначение, принцип работы, порядок сборки, а также выявить форму каждой
детали в данной сборочной единице.
При чтении чертежа общего вида следует:
1. Выяснить назначение и принцип работы изделия.
Необходимые сведения о назначении и принципе работы изделия содержатся в основной надписи и описании изделия.
2. Определить состав изделия.
Основным документом для определения состава изделия является спецификация, в которой составные части изделия классифицированы по разделам. Для определения на чертеже положения конкретной
составной части изделия нужно по ее наименованию определить номер позиции в спецификации, а затем найти на чертеже соответствующую линию-выноску. Спецификация также позволяет определить
количество изделий каждого наименования.
3. Определить назначение и конфигурацию составных частей изделия.
Назначение и конфигурация изделия определяется функциональными особенностями изделия в целом и его составных частей. Конфигурация составных частей обусловлена их назначением и взаимодействием в
процессе работы. При определении конфигурации составных частей следует обращать внимание на способ их соединения.
4. Выявить способы соединения составных частей изделия между собой.
Способы соединения деталей обусловлены особенностями взаимодействия элементов изделия в процессе его эксплуатации. Способы соединения могут быть выявлены по чертежу общего вида и классифицированы
как разъемные или неразъемные.
5. Определить последовательность сборки и разборки изделия.
Одним из основных требований к конструкции изделия является возможность его сборки и разборки в процессе эксплуатации и ремонта. Рациональной может считаться лишь такая конструкция, которая
позволяет осуществлять сборку (разборку) с использованием минимального числа операций.
Рекомендуется следующая последовательность чтения чертежа:
1. По основной надписи установить наименование изделия, номер, масштаб чертежа, масса изделия, организацию, выпустившую чертеж.
2. Выяснить содержание и особенности чертежа (определить все изображения, составляющие чертеж).
3. По спецификации установить наименование каждой части изделия, найти ее изображение на всех изображениях, уяснить ее геометрические формы.
Поскольку на чертежах, как правило, имеется не одно, а несколько изображений, форму каждой детали можно выявить однозначно, прочитав все изображения, на которых данная деталь имеется.
Начинать следует с наиболее простых по форме деталей (стержни, кольца, втулки и т.п.). Найдя с помощью позиционного обозначения деталь на одном (обычно на главном) изображении и, зная
конструктивное назначение детали, представить себе ее геометрическую форму. Если это одно изображение однозначно определяет форму и размеры детали, то перейти поочередно к выявлению форм других
деталей; если же одно изображение не выявляет форму или размеры хотя бы одного элемента детали, то следует отыскать эту деталь на других изображениях сборочного чертежа и восполнить
недостаточность одного изображения. Выяснению формы детали способствует то, что на всех разрезах и сечениях одна и та же деталь заштрихована с одинаковым наклоном и расстоянием между линиями
штриховки.
При этом пользуются знаниями основ проекционного черчения (проекционная связь точек, линий и поверхностей) и условностей, установленных стандартами ЕСКД.
4. Ознакомиться с описанием изделия. Если описание отсутствует следует, по возможности, ознакомиться с описанием аналогичной конструкции.
5. Установить характер соединения составных частей изделия между собой. Для неразъемных соединений определить каждый элемент соединения. Для разъемных соединений выявить все крепежные детали,
входящие в соединение. Для подвижных деталей установить возможность их перемещения в процессе работы механизма.
6. Установить, какие детали смазываются, и как осуществляется смазка.
7. Выяснить порядок сборки и разборки изделия. При этом следует иметь в виду, что в спецификации и на сборочном чертеже порядок записи и обозначения составных частей не связаны с
последовательностью сборки.
Рекомендуется фиксировать порядок сборки и разборки изделия на бумаге в виде схемы или в форме записи последовательности операций. Конечной целью чтения чертежа, как правило, является выяснение
устройства изделия, принципа работы и установление его назначения. В учебном процессе центральное место в чтении чертежа занимает изучение форм отдельных деталей, как главного средства к
выяснению всех других вопросов, связанных с чтением чертежа.
Деталирование чертежа
Деталированием называется выполнение рабочих чертежей детали по чертежу общего вида.
Деталирование – это не простое копирование изображения деталей, а сложная творческая работа, включающая индивидуальную оценку сложности форм каждой детали и принятие
наилучшего для нее графического решения: выбор главного изображения, количества и содержания изображений.
Размеры деталей измеряют на чертеже с учетом масштаба, указанного основной надписи. Исключение составляют размеры, нанесенные на сборочном чертеже. Размеры стандартных элементов (резьб,
конусностей, «под ключ» и др.) уточняются по соответствующим стандартам.
Процесс деталирования целесообразно разделить на три этапа: чтение чертежа общего вида, подробное выявление геометрических форм деталей и выполнение рабочих чертежей
деталей.
1. Чтение чертежа общего вида.
Результатом чтения чертежа общего вида должно быть уяснение состава деталей, входящих в сборку, их взаимного расположения и способов соединения, взаимодействия, конструктивного назначения каждой
детали в отдельности и изделия в целом.
2. Подробное выявление геометрических форм деталей, подлежащих вычерчиванию, с целью правильного выбора главного изображения, количества и содержания других изображений
на рабочих чертежах. По мере выявления форм деталей следует решать вопрос о выборе главного изображения и необходимости выполнения других изображений для каждой детали, выбрать масштаб
изображения, формат.
3. Выполнение рабочих чертежей деталей.
• произвести компоновку чертежа, т.е. наметить размещение всех изображений детали на выбранном формате.
• в тонких линиях вычертить необходимые виды, разрезы, сечения и выносные элементы.
• провести выносные и размерные линии. Определить истинные размеры элементов детали и проставить их на чертеже. Особое внимание обратить на то, чтобы размеры сопряженных деталей не имели
расхождений. Определить необходимые конструктивные и технологические элементы (фаски, проточки, уклоны и пр.), которые на чертежах общего вида не изображаются. Размеры выявленных конструктивных
элементов определять не по чертежу общего вида, а по соответствующим стандартам на эти элементы.
• проставить шероховатость, исходя из технологии изготовления детали или ее назначения.
• обвести чертеж и выполнить штриховку разрезов и сечений.
• проверить чертеж и, если необходимо, внести исправления.
• заполнить основную надпись, записать технические требования.
Пример чтения и деталирования сборочного чертежа изделия «Тиски»

Тиски данной конструкции служат для закрепления обрабатываемых деталей на металлорежущих станках.
Сборочный чертеж изделия «Тиски» содержит пять изображений, дающих представление об устройстве изделия. На месте главного вида выполнен фронтальный разрез, необходимый для уяснения взаимного положения элементов, входящих в изделие. На виде сверху с помощью местного разреза показано соединение пластин (поз. 6) с корпусом (поз. 1) и губкой подвижной (поз. 2). Разрез А-А дает представление о форме оснований губки подвижной (поз. 2) и корпуса (поз. 1), а также о способе их соединения. Разрез Б-Б дает представление о виде соединения подшипника (поз. 3) и корпуса (поз. 1). На разрезе В-В показана форма пластины (поз. 6) и расположение винтов (поз. 9), предназначенных для крепления ее к корпусу. На изображениях нанесены габаритные размеры (длина – 390 мм, ширина – 220 мм, высота – 150 мм), установочные размеры (межцентровые расстояния отверстий в основании корпуса – 155 и 160 мм, положение оси винта относительно основания корпуса 95 мм). В спецификации к чертежу приведен перечень всех деталей и стандартных изделий, номера их позиций на чертеже и количество. Сборочных единиц в составе рассматриваемого изделия нет. Сборочный чертеж изделия «Тиски» сопровожден описанием принципа работы изделия и сведениями о материалах, из которых изготавливаются детали (материал деталей поз. 1–3 СЧ 18-36 ГОСТ 1412-70, материал деталей поз. 4–7 Ст 5 ГОСТ 380-71).


Разборка (флеш)
Сборка (флеш)
Описание изделия «Тиски» и принцип его работы
Тиски устанавливаются на столе строгального или фрезерного станка и закрепляются шестью болтами (на рис. 13.17 болты не показаны). Обрабатываемую деталь закладывают между двумя пластинами (поз. 6). Винт (поз. 5), имеющий прямоугольную резьбу, удерживается от осевого перемещения кольцом (поз. 7) и штифтом (поз. 12). Чтобы втулка (поз. 4) не вращалась вокруг своей оси, установлен винт (поз. 8). При вращении винта (поз. 5) подвижная губка (поз. 2) будет перемещаться по направляющему пазу корпуса (поз. 1), зажимая пластинами (поз. 6) обрабатываемую деталь.
Определение состава изделия «Тиски»
В разделе «Детали» перечислены элементы изделия, которые требуют выполнения рабочих чертежей для их изготовления: корпус, губка подвижная, подшипник, втулка, винт, пластина, кольцо. Раздел «Стандартные изделия» представляет собой перечень деталей, используемых при сборке и не требующих выполнения чертежей, так как эти детали стандартизованы. Спецификация позволяет также определить количество элементов каждого наименования. Для определения на чертеже изделия положения конкретной детали следует по ее наименованию определить номер позиции в спецификации и отыскать соответствующую выносную линию.
Определение назначения составных частей изделия «Тиски»
Основным рабочим элементом рассматриваемого изделия (см. рис.1) являются зажимные пластины (поз. 6), фиксирующие обрабатываемые детали. Одна из пластин крепится винтами (поз. 9) к корпусу (поз. 1), а другая – к губке подвижной (поз. 2). Продольное перемещение губки (поз. 2) по направляющему пазу корпуса (поз. 1) осуществляется вращением винта (поз. 5). Передача движения от винта (поз. 5) к губке (поз. 2) осуществляется при помощи прямоугольной ходовой резьбы. Винт (поз. 5) фиксируется в подшипнике (поз. 3) втулкой (поз. 4) и удерживается от осевого перемещения кольцом (поз. 7) и штифтом (поз. 12). Втулка (поз. 4) удерживается от вращения винтом (поз. 8). Подшипник крепится к корпусу (поз. 1) шпильками (поз. 11).
Выявление способов соединения деталей
По сборочному чертежу изделия (см. рис. 2) «Тиски» можно установить, что все соединения относятся к классу разъемных: резьбовые (соединение винтовое, шпилечное), соединение штифтом, с посадкой. Пластины (поз. 6) крепятся к корпусу (поз. 1) и губке (поз. 2) винтами (поз. 9). Подшипник (поз. 3) крепится к корпусу шпильками (поз. 11). Соединение кольца (поз. 7) и винта (поз. 5) осуществляется штифтом (поз. 12). Втулка (поз. 4) фиксируется в корпусе подшипника (поз. 3) винтом (поз. 8). Плотное соединение втулки (поз. 4) и подшипника (поз. 3) достигается за счет увеличения наружного диаметра втулки по отношению к внутреннему диаметру подшипника – посадка с натягом. Все эти соединения являются неподвижными. Соединение винта (поз. 5) с втулкой (поз. 4) должно обеспечивать скольжение, что достигается увеличением внутреннего диаметра втулки по отношению к наружному диаметру винта – посадка с зазором. Соединение губки (поз. 2) и корпуса (поз. 1) осуществляется при помощи направляющих.
Определение последовательности сборки и разборки изделия «Тиски»
Пластина (поз. 6) привинчивается к корпусу (поз. 1) двумя винтами (поз. 9) (рис. 3, а). Вторая пластина (поз. 6) также двумя винтами (поз. 9) привинчивается к губке (поз. 2) (рис. 3, б).


Основание губки подвижной (поз. 2) заводится в направляющие основания корпуса (поз. 1) до упора (рис. 4, а). В деталь губка подвижная (поз. 2) приблизительно на половину диаметра вворачивается винт (поз. 5) (рис. 4, б).
В отверстие детали подшипник (поз. 3) вставляется втулка (поз. 4) (рис. 5, а). Затем в подшипнике (поз. 3) и втулке (поз. 4) выполняется отверстие. В подшипнике (поз. 3) нарезается резьба под винт (поз. 8), который нужно сразу ввинтить. Винт (поз. 8) – установочный винт с коническим концом Во втулку (поз. 4) заводят свободную часть винта (поз. 5) (рис. 5, б). Подшипник (поз. 3) в сборе с втулкой (поз. 4) должны упираться во фланец винта (поз. 5). Подшипник (поз. 3) крепится к корпусу (поз. 1) четырьмя шпильками (поз. 11). Шпилечное соединение затягивается гайками (поз. 10). Конец винта (поз. 8) входит в отверстие во втулке (поз. 4) предотвращая прокручивание втулки (поз. 4) в подшипнике (поз. 3). Кольцо (поз. 7) надевается на свободный конец винта (поз. 5). В деталях кольцо (поз. 7) и винт (поз. 5) выполняется отверстие под штифт (поз. 12) и штифт заводится в отверстие. Разборка изделия «Тиски» осуществляется в обратном порядке.

Подробное выявление геометрических форм деталей
Деталь «Корпус» (поз. 1)

Деталь «Корпус» (рис. 6) изготавливается из отливки с последующей механической обработкой. Для производства таких деталей выполняют два чертежа – чертеж на деревянную или пластиковую модель для получения отливки и чертеж на механическую обработку. Разработка чертежей на отливки является узкоспециализированной темой литейного производства, поэтому рассмотрим чертеж на механическую обработку готовой отливки (рис. 7). На главном изображении деталь располагается так, чтобы основная базовая опорная поверхность заняла горизонтальное положение. Такое положение соответствует как положению детали на разметочной плите, так и в готовом изделии. В качестве главного изображения выбран полный фронтальный разрез. Для однозначного определения формы основания корпуса и положения отверстий для крепления на столе строгального или фрезерного станка выполняется вид сверху. Для определения формы стойки для пластины и направляющих выполняется местный вид А, соответствующий виду справа. Кроме того, для определения формы и размеров отверстия под винты и шпильки, выполнены разрезы А-А и Б-Б в масштабе увеличения.

Деталь «Губка подвижная» (поз. 2)

Деталь «Губка подвижная» (рис. 8, а и рис. 9) изготавливается механической обработкой готовой отливки. Требования к чертежу аналогичны требованиям к чертежу детали «Корпус».

Деталь «Подшипник» (поз. 3)

Деталь «Подшипник» (рис. 8, б и рис. 10) также изготавливается механической обработкой готовой отливки. Главное изображение – полный фронтальный разрез. Для облегчения сборочной операции посадки с натягом на внутренних цилиндрических поверхностях подшипника выполняются фаски. Отверстие для установочного винта выполняется в процессе сборки и на рабочем чертеже не изображается. Отверстия под шпильки показаны на местном разрезе, выполненном на виде слева.
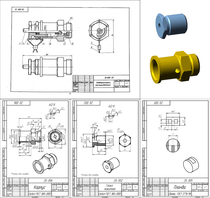
Деталь «Втулка» (поз. 4)

Деталь «Втулка» (рис. 8, в) – простейшая деталь токарной группы. В качестве главного изображения принят вид спереди, совмещенный с фронтальным разрезом (рис. 11). Для облегчения сборочной операции посадки с натягом на наружных цилиндрических поверхностях втулки выполняются фаски. Отверстие для концевой части установочного винта выполняется в процессе сборки и на рабочем чертеже не изображается.
Деталь «Винт» (поз. 5)

Большинство поверхностей винта (рис. 8, г) являются соосными поверхностями вращения. Основной способ получения детали – токарная обработка с последующим фрезерованием призматической поверхности «под ключ». Для полного определения формы детали достаточно одного вида, дополненного сечением призматической части (рис. 12). На главном виде винт расположен в положении обработки (горизонтально). Призматическая часть располагается на главном виде максимально видимым числом граней, в данном случае – двумя. Поскольку сверление отверстия под штифт является сборочной операцией, на рабочем чертеже это отверстие отсутствует. Прямоугольная ходовая резьба на стержне винта не стандартизована, поэтому необходимо определить все размеры, определяющие ее профиль. Для этого выполняется выносной элемент А. Чтобы обеспечить плотное прилегание торца буртика винта и торца втулки (поз. 4), выполняется проточка для посадки подшипника ГОСТ 8820-69. Размеры и форма проточки показаны на выносном элементе Б.
Деталь «Пластина» (поз. 6)

Деталь «Пластина» (рис. 13, а) изготовлена механической обработкой заготовки, полученной литьем или штамповкой. На главном виде она изображается в положении обработки – рассверливания отверстий для винтов (рис. 14). Диаметры отверстий для винтов рассчитываются аналогично диаметрам отверстий в присоединяемых деталях шпилечного соединения. Для потайной установки винта раззенковывают цилиндр, высота которого позволяет полностью «утопить» головку винта.
Деталь «Кольцо» (поз. 7)

Деталь «Кольцо» (рис. 13, б) – простейшая деталь токарной группы. В качестве главного изображения принят вид спереди, совмещенный с фронтальным разрезом (см. рис. 14). Для облегчения соединения с винтом (поз. 5) на внутренних цилиндрических поверхностях кольца выполняются фаски. Отверстие для штифта выполняется в процессе сборки и на рабочем чертеже не изображается.
